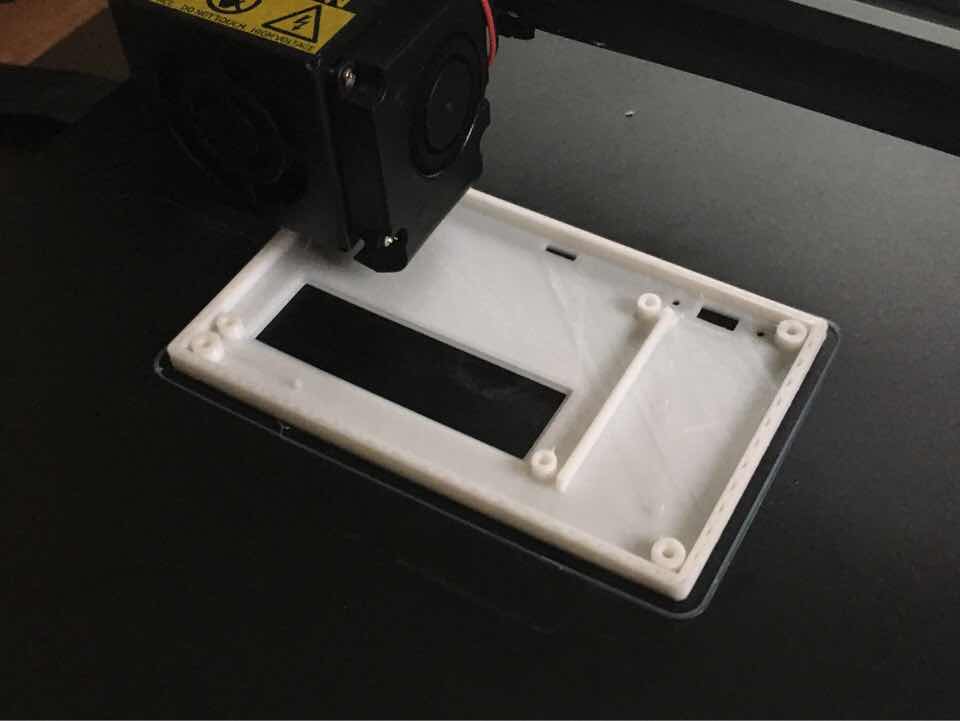
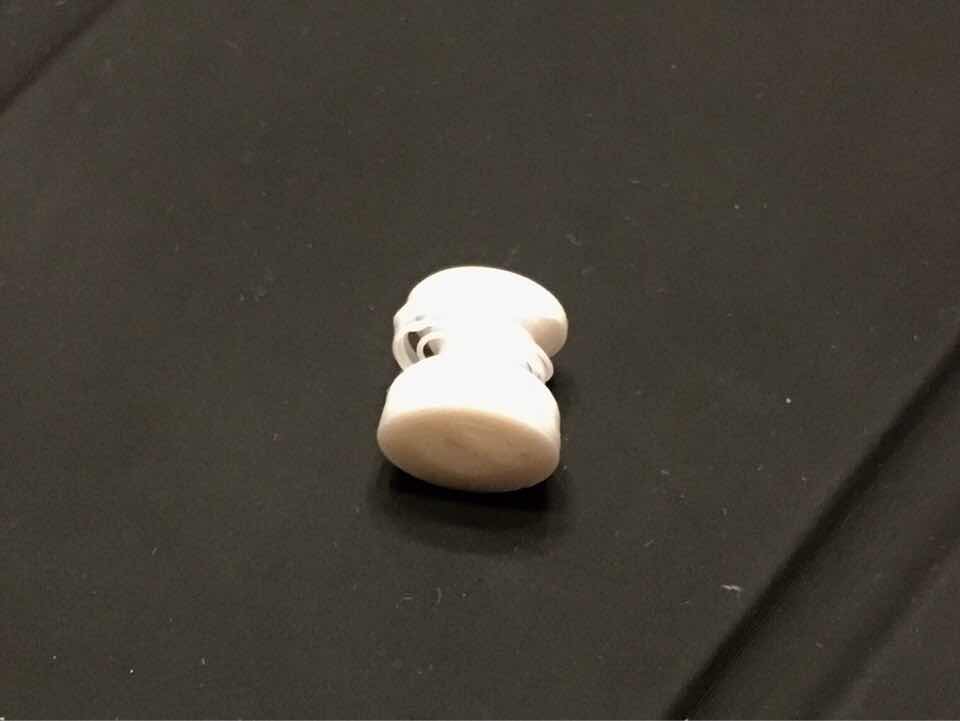
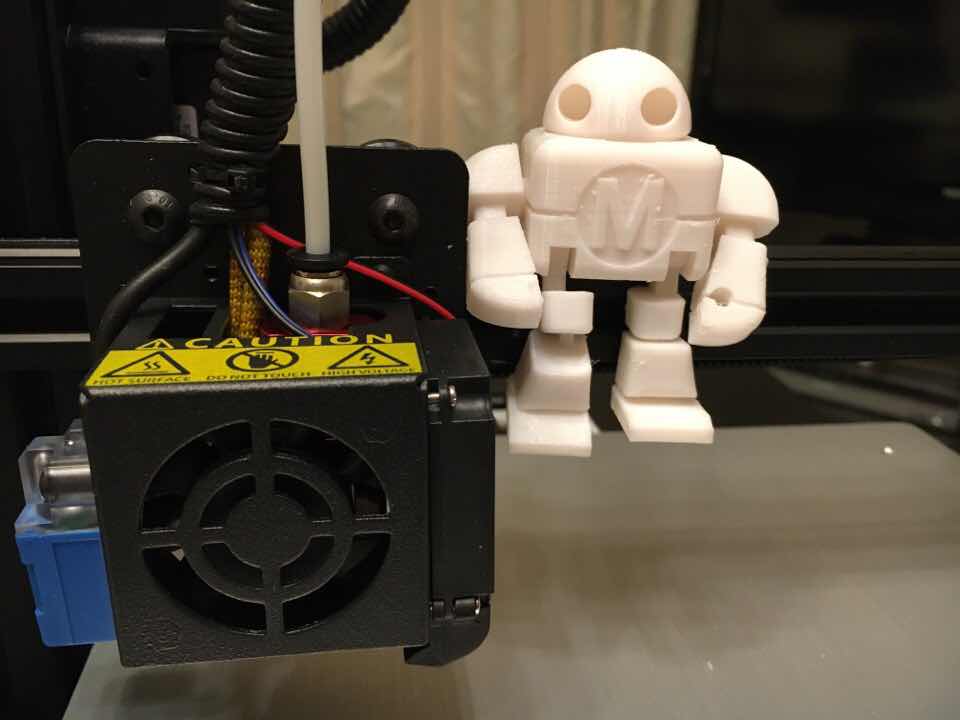
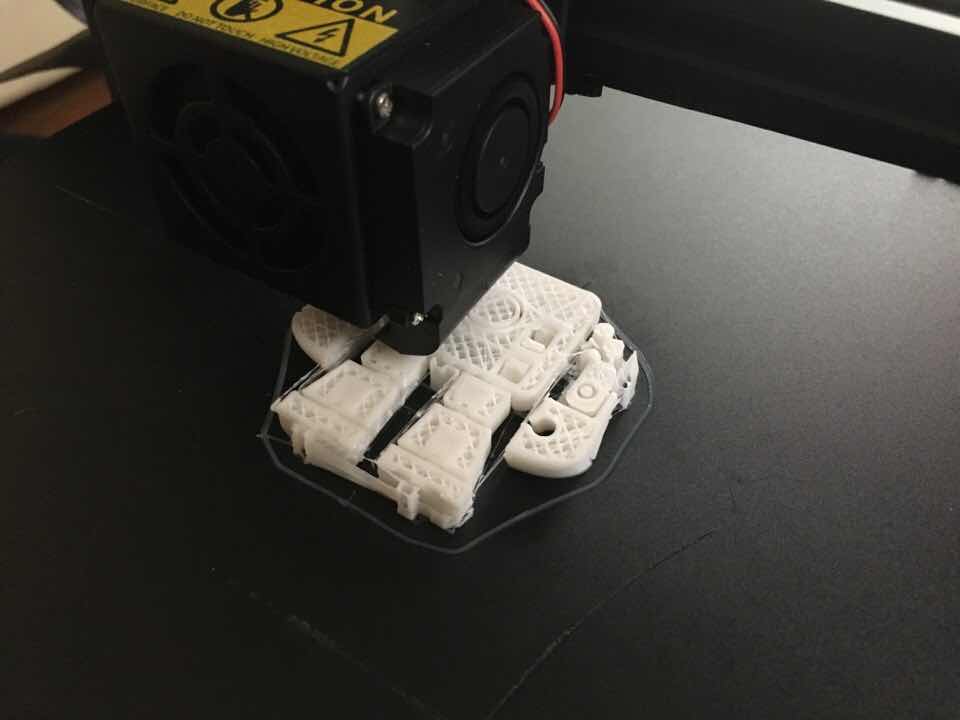
マグネットピンのモデル を使ってヘッドの温度と移動速度を変えてみて、どんな感じになるのか確認してみました。使ったフィラメントは本体におまけで付いてきたPLAです。
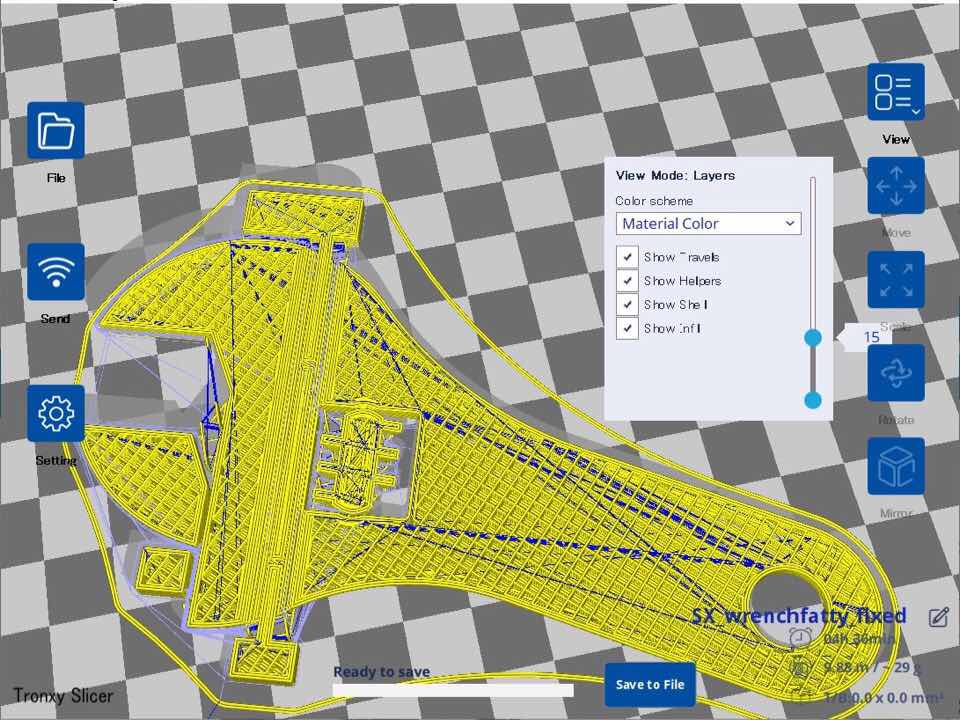
温度は160℃~190℃を10℃刻みで4通り、速度は30mm/sと60mm/sの2通り。これらはスライサの設定で変えることができ、その情報がG-codeに反映されます。ちなみに今回変更しませんでしたが、ベッドの温度はデフォルトの45℃としています。
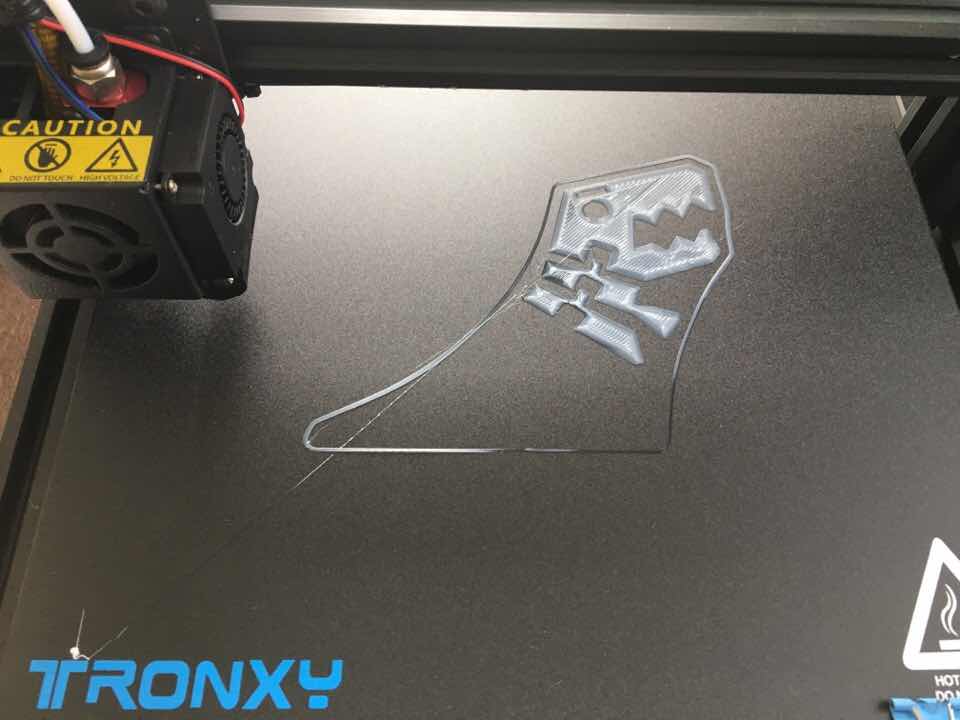
写真に160℃が無いのは、この温度だとフィラメントは柔らかくなるけど粘着性が不十分で、ベッドシート上に貼りつかずヘッドのノズルにくっついたまま一緒に移動してしまいモデルが形成できませんでした。ということで印刷できた6個を比べてみます。
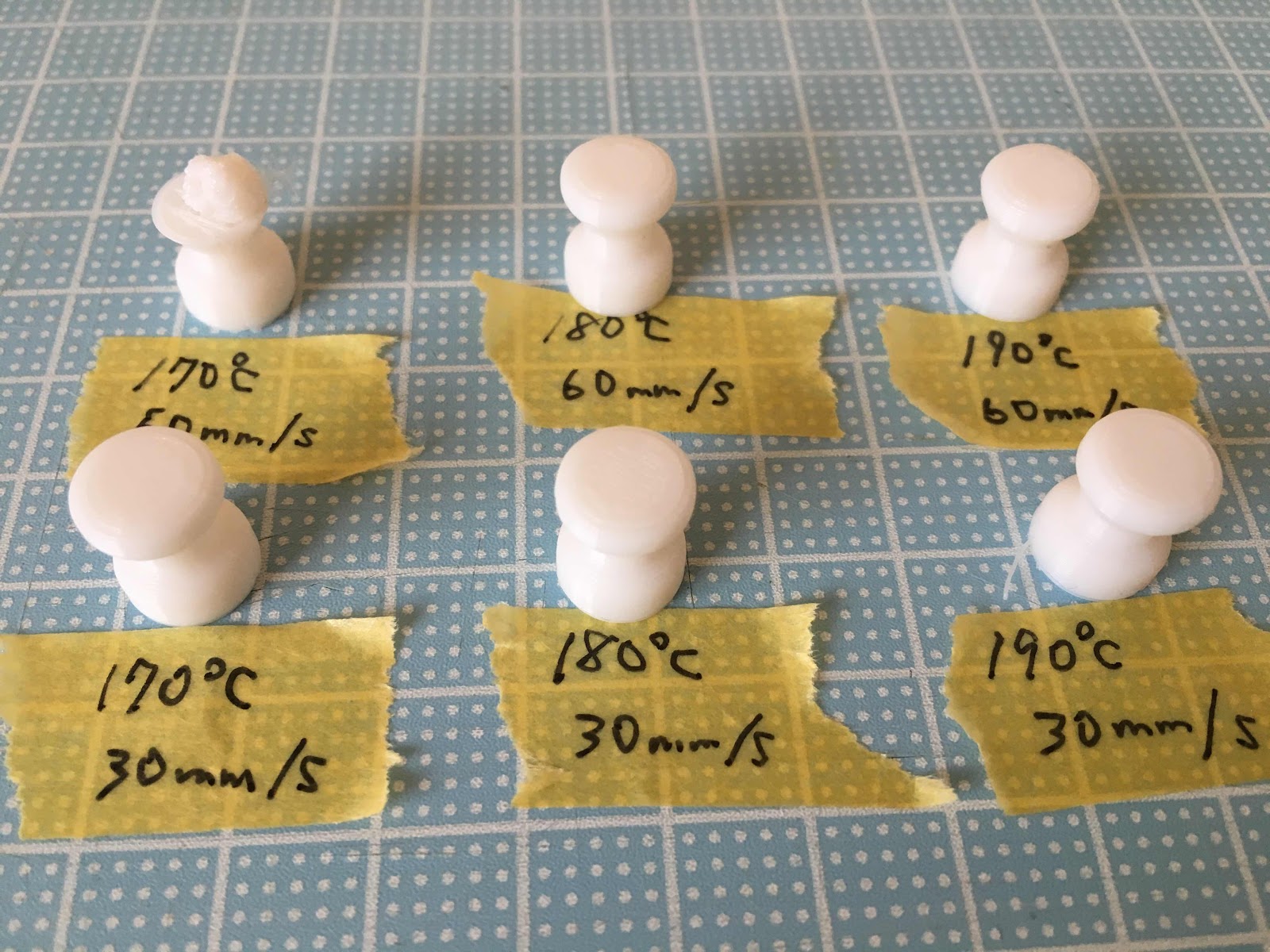
左上の170℃、60mm/s は途中でモデルがベッドシートから剥がれてしまい、上部がフィラメントの塊になっています。この温度ではまだ粘着力が弱くてヘッド高速移動させると十分くっつかないようです。その他は無事に印刷することができました。見た目はほとんど差がありません。
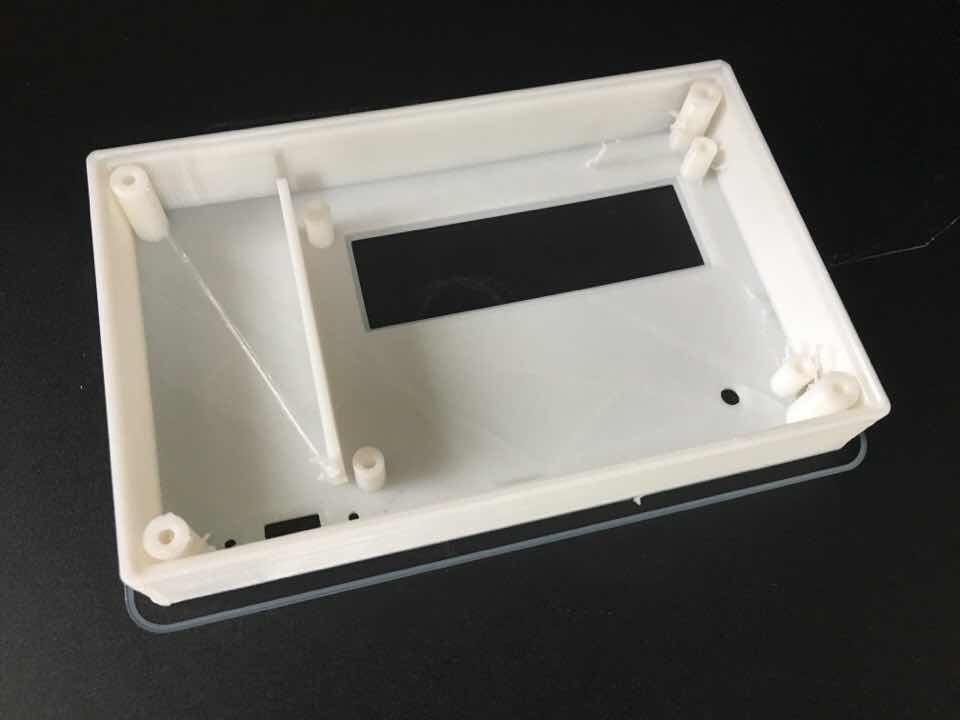
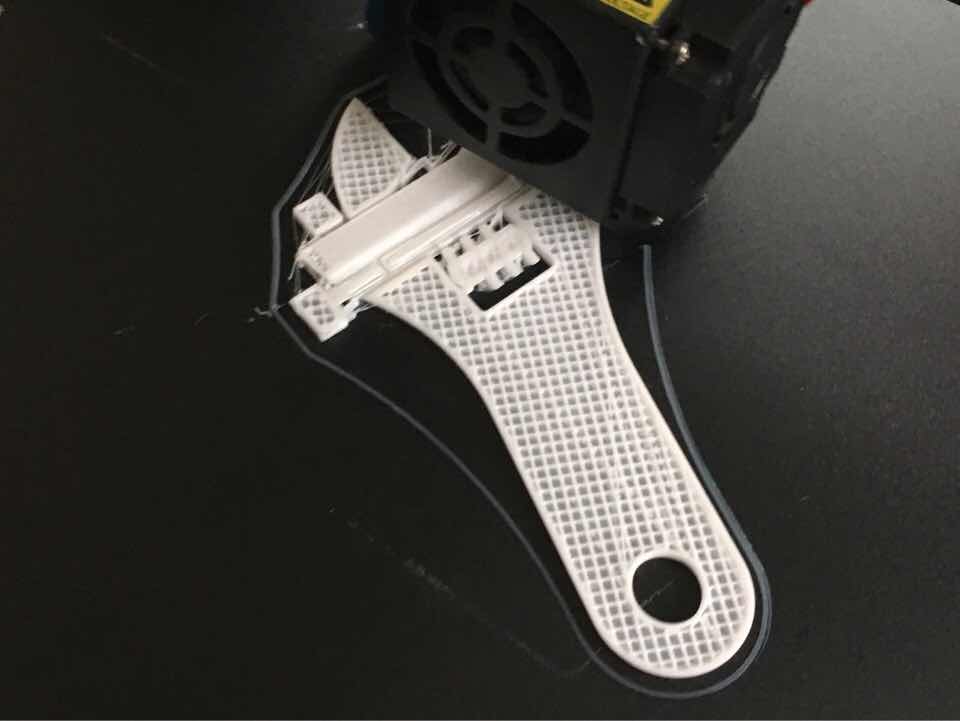
底のマグネットを嵌め込む穴をみてみると、170℃、180℃の30mm/s はサポート材がありません。いや、あったのですが、本体を取り外すときにベッドシート側に貼りついたままでした。結構強力に接着していたということかな。

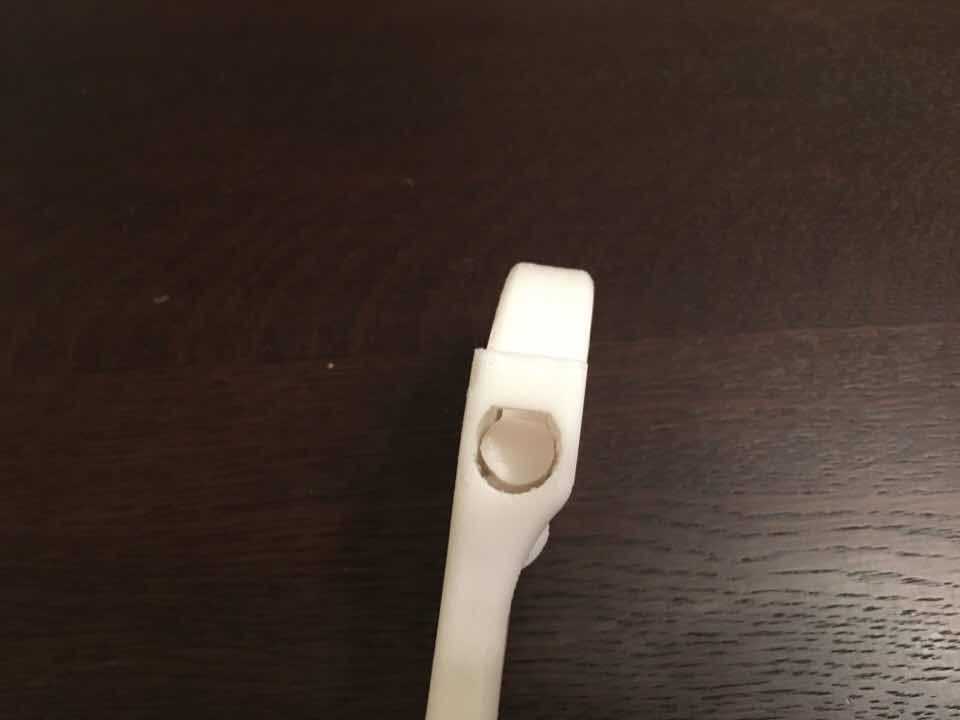
次にそれぞれにマグネットを嵌めてみたところ、170℃,30mm/sは緩くて、マグネットをホワイトボードに貼りつけると磁石だけ抜けてしまいました。180℃の60mm/sも若干緩い感じです。抜けなくなるようにしっかり嵌ったのは、190℃の2つと180℃ 30mm/sでした。
マグネット φ6mm に対して、穴は6.2mmで設計しているので緩いのが当たり前なのですが、180℃以上だと積層のときにつぶれるのか内側に少しはみ出して穴が狭くなるようです。設計に近いのは170℃です。
試してみましたがどれがよいのか分かりません(^_^; 30mm/sだと印刷に時間がかかるので大物を印刷するときは、温度高めの190℃、60mm/sあたりでしょうか。ゆっくりだと積層時に前の層が冷えてしまいそうだし。小物で精度が必要なら170℃ か180℃ で30mm/sかな。
もう少し、色々試してみます。相変わらずFusion 360に苦戦していますが、違うモデルも作ってみています。